- Location: Airbus Factory in San Pablo Sur, Seville
- Key Data: Optimised total flow rate 1,200,000 m³/h
- Technology: Variable speed drives, BMS, Free-cooling
- Client: Airbus
The Energy Efficiency Improvement Project at the Airbus Factory in San Pablo Sur was successfully completed, fully meeting the client’s expectations and requirements.
The objective of the project was to implement improvements in the energy efficiency of the Air Handling Units (AHUs) in charge of air conditioning the hangars of the San Pablo Sur factory. These units, which were already in operation, had a high potential for optimisation, which made it possible to increase their performance without the need to replace them.
The measures implemented included the installation of variable speed drives on the motors, optimisation of the free-cooling mode operation, upgrading of the monitoring field elements and the control architecture. These improvements were successfully integrated into the factory’s Building Management System (BMS), allowing for centralised and efficient control.
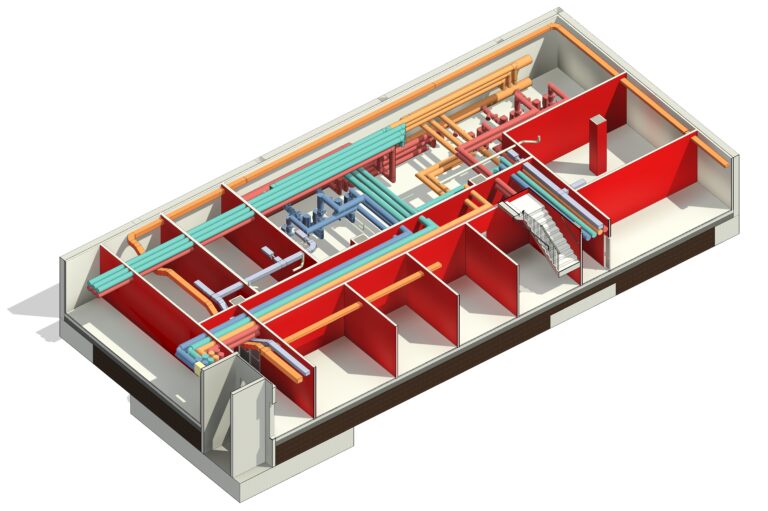
Las UTAs objeto del proyecto quedaron equipadas con sistemas de regulación para los caudales de extracción, recirculación y ventilación, con capacidades aproximadas de 100.000 m³/h, 75.000 m³/h y 50.000 m³/h, adecuadas para climatizar las distintas áreas de las naves.
The AHUs were equipped with control systems for extraction, recirculation and ventilation flows, with capacities of approximately 100,000 m³/h, 75,000 m³/h and 50,000 m³/h, suitable for air-conditioning the different areas of the halls.
Among the improvement measures implemented:
- Installation of Variable Speed Drives: The energy consumption of the AHU motors was adjusted to the actual flow demands.
- Optimisation of the Free-Cooling Mode: The operation of this mode was improved, allowing the use of outside air and reducing the thermal load of the air-conditioning systems.
- Upgrade of the Control Architecture: The control infrastructure and field elements were completely renewed, ensuring an efficient integration with the plant’s BMS.
- Upgrade of Monitoring Field Elements: Deteriorated elements were replaced and ambient sensors were installed to measure temperature, relative humidity and air quality, including CO₂. This enabled more accurate regulation of outside air supply and optimised the energy efficiency of the system.
- Modification of Existing SCADA/BMS: A new SCADA was implemented that enabled advanced control, including functions such as remote monitoring, data analysis, operating statistics, runtime control and compliance with temperature and humidity limits set in the SLA.
The implemented solutions not only achieved the energy optimisation objectives, but also ensured the sustainability and operational efficiency of the facilities. The integration of the new systems into the existing infrastructure was seamless, consolidating a functional, efficient environment aligned with the highest standards.
The project successfully implemented specific solutions to optimise the energy efficiency of the AHUs at the San Pablo Sur factory. The implemented measures significantly reduced energy consumption, increased the sustainability of operations and improved user comfort. Integration with the existing BMS enabled advanced and efficient control, consolidating the factory as a benchmark in the implementation of sustainable and efficient technologies.